Bild 1: Schmierstoffeinfluss bei der tribologischen Auslegung von Konstruktions-elementen
EHD - Elasto-Hydro-Dynamik
HD - Hydro-Dynamik
HS - Hydro-Statik
F. Rühle, U.
Winkelmann
Hochschule Magdeburg-Stendal, Fachbereich Maschinenbau/Technische
Betriebswirtschaft, Bereich Maschinenelemente und Tribologie
Bekanntlich hat der Schmierstoff in Tribosystemen maßgebenden Einfluss auf das sich einstellende Reibungs- und Verschleißverhalten und ist damit häufig Untersuchungsgegenstand einschlägiger Forschungsvorhaben. Dabei nimmt die Palette der heute verwendeten Grundöle zur Schmierstoffherstellung ständig zu [1]. Dies betrifft insbesondere auch die Anwendung biologisch verträglicher Substanzen zur Schonung der Umwelt. Unabhängig von der chemischen Herkunft sollten die Schmierstoffe primär folgende Grundaufgaben zur positiven Beeinflussung des Reibungs- und Verschleißverhaltens übernehmen:
Oberflächenbenetzung durch Affinität zu üblichen Konstruktionswerkstoffen
Veredelung der Reibkörperoberflächen durch Zusätze/Additives
Erzeugung von Tragwirkungen in Integration mit der Formpaarung und den vorliegenden Betriebsbedingungen.
Die praktische Umsetzung dieser Grundaufgaben erfolgt in der Regel durch die Anwendung handelsüblicher Schmierstoffe und der Optimierung der Reibpaarungen auf der Basis bekannter Schmierungstheorien. Als Eingangsgrößen werden für diese Theorien vor allem mechanische Kenngrößen der Schmierstoffe verwendet, wobei die Viskosität im Mittelpunkt steht (Bild 1). Über die Auswirkungen von Additives werden lediglich qualitative Aussagen vorgegeben. Der Einfluss der chemischen Herkunft der Schmierstoffe findet keinen Eingang.
|
|
Bild 1: Schmierstoffeinfluss bei der tribologischen Auslegung von Konstruktions-elementen EHD - Elasto-Hydro-Dynamik |
Im Folgenden sollen daher zielgerichtet Schmierstoffe vergleichbarer Viskosität und unterschiedlicher chemischer Herkunft mit und ohne Additivierung auf ihr tribologisches Verhalten in geeigneten Modellreibpaarungen untersucht werden.
Ausgehend von der vorliegenden Zielstellung wurden handelsübliche Öle gleicher Viskositätsgruppe (VG 100) mit und ohne Additivierung verwendet [2]. Die Eigenschaften der Öle sind in Tabelle 1 zusammengefasst.
 |
|
Tabelle 1: Grundeigenschaften der verwendeten Öle (Herstellerangaben) |
Für die rheologischen Untersuchungen wurde ein übliches Labor-Rotations-Viskosimeter mit rotierendem Innenzylinder verwendet [2]. Die Überprüfung des Viskosität-Temperatur-Verhaltens (V-T-Verhalten) ergab das in Bild 2 dargestellte Ergebnisspektrum.
 |
|
Bild 2: Spektrum der Viskosität-Temperatur-Versuche |
Die Abweichungen bei 40°C liegen in
einem nach DIN 51519 zulässigen Toleranzbereich von 10 % [3]. Auffällig sind der
unterschiedliche Anstieg der Kurven und die damit in Zusammenhang stehenden
Viskositätsabweichungen bei kleineren und höheren Temperaturen. Dadurch ergeben
sich trotz gleicher VG-Zugehörigkeit bei 20°C Viskositätsunterschiede bis 28 %
und bei 80°C sogar bis zu 38 %. Hier macht sich der Einfluss des
Viskositätsindex (VI) der untersuchten Öle bemerkbar (Tabelle 1). Die Einordnung
der einzelnen Öle in das Ergebnisspektrum (Bild 2) korreliert dann auch in
bekannter Weise mit deren Viskositätsindex. Bestätigt wurde ebenfalls das
günstigere V-T-Verhalten von legierten gegenüber unlegierten Ölen bei höheren
Temperaturen.
Zur Untersuchung des Scherverhaltens
der Öle wurde die (Reibungs-) Schubspannung bei Variation der Temperatur und des
Schergeschwindigkeitsgefälles gemessen. Die Ergebnisse sind in Bild 3
zusammengefasst. Erwartungsgemäß streuen auch hier die gemessenen
Schubspannungen der Öle untereinander zum Teil erheblich. Dabei nimmt die
Streuung mit sinkender Temperatur zu und mit steigender Temperatur ab, wodurch
auch der Anstieg der Kurven geringer wird. Die Einordnung der Öle in das
Ergebnisspektrum bestätigt die Ergebnisse der Untersuchungen zum V-T-Verhalten
(Bild 3). Aufgrund der direkten Proportionalität von Viskosität und
Schubspannung zeigen sich die gleichen Tendenzen. So haben Öle mit einem hohen
Viskositätsindex (z. B. Bioöle) größere innere Reibungsverluste bei hohen
Temperaturen und umgekehrt. Öle mit einem geringen Viskositätsindex (z. B.
Mineralöle) verhalten sich hierzu indirekt proportional.
 |
|
Bild 3: Schubspannung - Geschwindigkeitsgefälle bei 20°C und 80°C im Vergleich |
Die Versuche wurden mit dem
Thermotribometer TTM 03 durchgeführt [2]. Als Reibpaarung kommt eine typische
Vier-Kugel-Anordnung (Durchmesser 8 mm) mit konstanter Stoffpaarung
(Wälzlagerstahl) zur Anwendung. Die Prüfung erfolgte bei geringer Last mit
F = 120 N (mittlere Ausgangspressung von p = 2106 N/mm2) und einer
kleinen Drehzahl von n = 10 min-1. Als Untersuchungstemperaturen im
Ölbad der Vier-Kugel-Anordnung sind 20°C und 120°C gewählt worden. Angestrebt
wurde eine normale tribologische Funktion der Reibpaarungen und nicht deren
Versagensgrenzen.
Die Ergebnisse der Untersuchungen zum
Reibungsverhalten sind in Bild 4 zusammengefasst.
 |
 |
|
Bild 4: Reibungszahlen bei den Thermotribometer-Versuchen |
Als Bewertungskenngröße wurde die
Reibungszahl f aus den gemessenen Reibungsmomenten berechnet. Wie erwartet,
bestätigen alle untersuchten Öle ihre tribologische Funktionsfähigkeit bei
Raumtemperatur von 20°C. Trotzdem unterscheiden sich die gemessenen
Reibungszahlen bis zu 29 %. Die Einordnung der einzelnen Öle in dieses
Ergebnisspektrum ist vergleichbar mit deren Scherverhalten (Bild 3), da ein
massiver Einfluss der Additivierung unter diesen Bedingungen noch nicht zu
erwarten ist. Dieser macht sich dann aber bei der Untersuchungstemperatur von
120°C bemerkbar. Hierbei ist das Reibungsverhalten der legierten Öle erheblich
besser als das der unlegierten. Die Mittelwerte der Reibungszahlen der beiden
Gruppen unterscheiden sich bis zu 30 % nach der Einlaufphase (Bild 4). Auch der
Einlaufprozess der unlegierten Öle selbst verzögert sich deutlich gegenüber den
legierten. Nach den ersten Versuchsminuten konnte sogar ein Ausfall vermutet
werden.
Zur Abschätzung des Verschleißes
wurden die entstandenen Durchmesser der Kalotten in den Berührungspunkten der
Vier-Kugel-Paarung ausgewertet. Die Ergebnisse sind in Bild 5, als relative
Durchmesser in Bezug auf die Kalotte des unlegierten Mineralöles, dargestellt.
 |
 |
|
Bild 5: Relative Durchmesser der Kalotten im Versuch TTM 03 bei 20°C und 120°C (Mittelwerte aus verschiedenen Versuchen) |
Untersuchungen mit Hilfe eines
Stereomikroskops ergaben, dass der vorliegende Verschleißprozess primär durch
Abtrag gekennzeichnet ist. Der Vergleich der Öle (Bild 3 und 4) verdeutlicht den
kausalen Zusammenhang von Reibung und Verschleiß [4]. So weisen bei
Raumtemperatur (20°C) die Reibpaarungen mit der größten Reibungsbeanspruchung
auch den größten Verschleiß auf. Dies wird bei Erhöhung der
Untersuchungstemperatur auf 120°C bestätigt. Allerdings liegt das Niveau
erwartungsgemäß etwas höher als bei 20°C. Bei diesen extremeren
Beanspruchungsbedingungen wirkt sich natürlich auch die Additivierung der Öle
positiv auf das Verschleißverhalten der Reibpaarungen aus (Bild 4).
Ein signifikanter tribologischer
Einfluss der chemischen Herkunft der Öle konnte bei den Untersuchungen
allerdings nicht erkannt werden.
Als Prüfstand wurde das Tribometer
TRM 1000 der Firma Wazau verwendet [2]. Zur Sicherung der Vergleichbarkeit der
Untersuchungen kam auch hier die klassische Vier-Kugel-Anordnung (VKA-Versuch
mit Kugeldurchmesser 10 mm) mit gleich bleibender Stoffpaarung (Wälzlagerstahl)
zur Anwendung. Variiert wurden die Lasten F, Gleitgeschwindigkeiten v und
Versuchszeiten t.
Bei der ersten Versuchsreihe wurden
folgende Bedingungen gewählt: F = 500 N (mittlere Ausgangspressung von
p = 2920 N/mm2), v = 0,5 m/s, Laufzeit t = 900 s und Raumtemperatur
(20°C). Die Ergebnisse der Untersuchungen sind in Bild 6 zusammengefasst.
 |
 |
|
Bild 6: Reibungszahlen und Kalottendurchmesser der VKA-Versuche bei F = 500 N und v = 0,5 m/s |
|
Beim Reibungsverhalten zeigten sich
im Wesentlichen Unterschiede während des Einlaufprozesses. Danach stellte sich
bei allen Ölen eine in etwa gleich bleibende mittlere Reibungszahl von f = 0,08
ein. Das Verhalten ist mit den Thermo-Tribometer-Versuchen bei 20°C vergleichbar
(Bild 4). Bei den sich einstellenden Verschleißkalotten an den Kugeln zeigte
sich beim legierten Synthetiköl und legierten biologisch abbaubaren Öl ein
geringerer Verschleiß. Diese beiden Öle weisen auch einen auffällig „sanfteren“
Einlaufprozess auf. Es kann daher vermutet werden, dass der Einlaufverschleiß
bei diesen Reibpaarungen geringer ist und damit auch deren Gesamtverschleiß, da
nach dem Einlaufprozess eine nahezu gleiche Reibungs- und
Verschleißbeanspruchung mit allen Ölen vermutet werden kann (Bild 4). Ein
maßgebender Einfluss der Wirkung von Additiven war bei den vorliegenden
Bedingungen ebenfalls noch nicht erkennbar.
Darauf aufbauend wurden in einer
weiteren Versuchsreihe die Lasten und Gleitgeschwindigkeiten erhöht: F = 600 N
(p = 3103 N/mm2), 800 N (p = 3416 N/mm2) und 1000 N
(p = 3679 N/mm2); v = 0,5 und 1,0 m/s; Laufzeit t = 120 s und
Raumtemperatur (20°C). Unter diesen Bedingungen wird ein Ausfall von
Reibpaarungen erwartet.
Die Reibungszahlen f der
Laststeigerungsversuche bei einer Gleitgeschwindigkeit von v = 0,5 m/s sind in
Bild 7 zusammengefasst. Dargestellt sind die Ergebnisse nach dem Einlaufprozess
und einer Laufzeit von 120 s. Hier lagen bereits konstant bleibende
Reibungszahlen vor. Das Reibungsverhalten bei der kleinsten Last von F = 600 N
ist vergleichbar mit Bild 6.
 |
Bild 7: Reibungszahlen der VKA-Versuche bei Laststeigerung und v = 0,5 m/s |
Durch die Erhöhung der Last auf
F = 800 N vergrößert sich erwartungsgemäß die Reibungsbeanspruchung. Auffällig
ist, dass sich die Reibpaarung mit dem unlegierten Synthetiköl bereits deutlich
vom Spektrum der Reibungszahlen der anderen Öle unterscheidet. Eine weitere
Laststeigerung auf F = 1000 N führte schließlich zum Ausfall dieser Paarung im
Einlaufprozess. Das Reibungsniveau der anderen Öle war etwa gleich bleibend
(Bild 7).
Anschließend wurde die
Gleitgeschwindigkeit auf v = 1 m/s erhöht und die Versuche mit gleicher
Laststeigerung wiederholt. Auch hier sind die Ergebnisse nach dem Einlaufprozess
und einer Laufzeit von 120 s (konstante Reibungszahlen) ausgewertet und in Bild
8 zusammengefasst worden.
Das unlegierte Synthetiköl ist
bereits bei einer Last von F = 600 N ausgefallen. Durch die Steigerung der
Belastung auf F = 800 N versagte dann auch das unlegierte Mineralöl. Das
legierte Mineralöl zeigte bei diesem Versuch eine deutlich größere Reibungszahl
als die anderen Öle und fiel dann schließlich bei F = 1000 N ebenfalls aus.
Trotz des hohen Beanspruchungsniveaus zeigten die verbleibenden Öle ein nahezu
gleich bleibendes Reibungsverhalten. Hier machen sich der Einfluss der
Additivierung und der hohe Viskositätsindex dieser Öle spürbar bemerkbar.
Ein
Einfluss der chemischen Herkunft der Öle konnte auch hier nicht beobachtet
werden.
 |
Bild 8: Reibungszahlen der VKA -Versuche bei Laststeigerung und v = 1,0 m/s |
Zu der Untersuchung der Einflussnahme
der Öle auf die Schmierfilmbildung wurden Elasto-Hydro-Dynamische (EHD) - Bedingungen
gewählt. Für die Beschreibung der sich dabei einstellenden Schmierbedingungen
liegt ein gekoppeltes Gleichungssystem aus strömungs- und kontaktmechanischen
Einflüssen vor. Der Schmierstoff wird dabei durch entsprechende
Zustandsgleichungen zur Beschreibung der Viskosität, Dichte und thermischen
Eigenschaften als Funktion des Druckes und der Temperatur berücksichtigt [5].
Aus Gründen der experimentellen
Vergleichbarkeit wurde für die durchgeführten Untersuchungen ein EHD - Punktkontakt
verwendet. Dabei handelt es um eine Stahlkugel mit einem Durchmesser von
25,4 mm, welche auf einer angetriebenen Glasscheibe abwälzt [2]. Durch die
Glasscheibe kann mittels eines Mikroskops der sich ausbildende Kontaktpunkt
beobachtet werden. Als Betriebsbedingungen wurde eine Normalkraft von F = 14,4 N
und eine Drehzahlvariation von n = 20, 30, 40, 50 min-1 (v = 0,136;
0,204; 0,272; 0,34 m/s) festgelegt. Die Untersuchungen erfolgten bei
Raumtemperatur.
Zunächst wurden theoretische
Betrachtungen durchgeführt. Nach Hamrock und Dowson [6] ergibt sich für die
minimale Schmierfilmdicke beim Kreispunktkontakt und isothermen Voraussetzungen
![]()
mit den üblichen dimensionslosen
Einflussgrößen (G - Werkstoffparameter, U -Geschwindigkeitsparameter,
W - Belastungsparameter) und dem Radius R der Kugel. Als schmierstoffrelevante
Kenngröße geht die dynamische Viskosität ![]() (atmosphärische
Bedingungen) als Funktion des Druckes und der Öleintrittstemperatur am
Schmierspalt in die Werkstoff- und Geschwindigkeitsparameter ein. Die für drei
Öle verschiedener chemischer Herkunft berechneten Kurven, unter den oben
genannten Bedingungen, sind in Bild 9 dargestellt. Als Viskositätsgrundlage
wurden die Versuchsergebnisse nach Bild 2 bei Raumtemperatur verwendet. Die
Zuordnung der Öle ist dann auch erwartungsgemäß dem V-T-Verhalten direkt
proportional. Als Vergleichskurve wurde die minimale Schmierfilmdicke für ein
Grundöl VG 100 nach DIN 51519 (VI 95) berechnet. Der Unterschied zum
tatsächlichen V-T-Verhalten der untersuchten Öle beträgt bis zu 25 %.
(atmosphärische
Bedingungen) als Funktion des Druckes und der Öleintrittstemperatur am
Schmierspalt in die Werkstoff- und Geschwindigkeitsparameter ein. Die für drei
Öle verschiedener chemischer Herkunft berechneten Kurven, unter den oben
genannten Bedingungen, sind in Bild 9 dargestellt. Als Viskositätsgrundlage
wurden die Versuchsergebnisse nach Bild 2 bei Raumtemperatur verwendet. Die
Zuordnung der Öle ist dann auch erwartungsgemäß dem V-T-Verhalten direkt
proportional. Als Vergleichskurve wurde die minimale Schmierfilmdicke für ein
Grundöl VG 100 nach DIN 51519 (VI 95) berechnet. Der Unterschied zum
tatsächlichen V-T-Verhalten der untersuchten Öle beträgt bis zu 25 %.
 |
|
Bild 9: Berechnete Schmierfilmdicken |
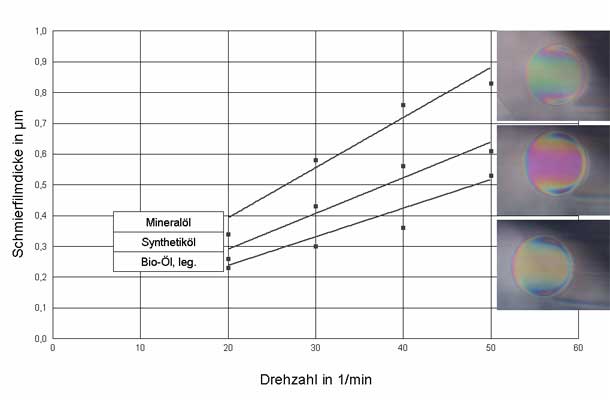
Unter den obigen Bedingungen wurden
anschließend experimentelle Untersuchungen durchgeführt. Hier wird der
Punktkontakt über das Auflichtmikroskop während des Versuches beobachtet. Die
Lichtstrahlen durchdringen den Ölfilm und werden je nach Filmdicke als farbige
Interferenzringe abgebildet. Über eine Farbskala können Rückschlüsse auf die
sich einstellende Schmierfilmdicke gezogen werden. Die Ergebniskurven sind in
Bild 10 dargestellt. Es zeigen sich gleiche Tendenzen im Vergleich zu den
Berechnungen und damit zum V-T-Verhalten der Öle. Eine korrekte Übereinstimmung
der Werte für die Schmierfilmdicke war, aufgrund der nichtisothermen Bedingungen
bei den Versuchen, nicht zu erwarten. Die farblichen Aufnahmen der Punktkontakte
mit den typischen EHD-Strukturen werden in [2] ausführlich dargestellt. Alle Öle
der gleichen chemischen Herkunft weisen dabei auch die gleiche farbliche
Ausprägung im Punktkontakt (gleiche Schmierfilmdicken) auf. Die in Bild 10
aufgenommenen Bildbeispiele in Grautondarstellung sollen lediglich einen
Eindruck über die mögliche Aussagefähigkeit vermitteln.
Auch hier konnte kein spezifischer
Einfluss der chemischen Herkunft der Öle festgestellt werden.
 |
|
Bild 10: Gemessene Schmierfilmdicken |
Auf ausgewählten Labor- und Modellprüfständen wurden unlegierte und legierte Öle gleicher Viskositätsgruppe (VG 100) und unterschiedlicher chemischer Herkunft tribologisch untersucht und verglichen. Zusammenfassend wurden folgende Erkenntnisse gewonnen:
Trotz gleicher VG - Gruppe unterscheidet sich das V-T-Verhalten der handelsüblichen Öle zum Teil erheblich. Dies trifft analog auch auf deren Scherverhalten zu. Bei beiden Sachverhalten ist ein deutlicher Zusammenhang zum Viskositätsindex der untersuchten Öle zu erkennen.
Die thermische Funktionsfähigkeit wurde bei kleineren Lasten und Geschwindigkeiten untersucht. Bei Raumtemperatur (20°C) ist die tribologische Funktionsfähigkeit aller Öle gegeben. Die gemessenen Reibungszahlen unterscheiden sich bei sonst gleichen Bedingungen allerdings bis zu 29 %. Der vorliegende Abtragverschleiß verhält sich direkt proportional zur Reibungsbeanspruchung. Ein maßgebender Einfluss der Additivierung konnte unter diesen Bedingungen noch nicht beobachtet werden. Erst bei 120°C machte sich die Additivierung spürbar bemerkbar. Das Reibungs- und Verschleißverhalten der legierten Öle ist deutlich besser als das der unlegierten und konnte im Niveau der Ergebnisse bei Raumtemperatur gehalten werden.
Zur Untersuchung der mechanische Stabilität wurde bei Raumtemperatur von 20°C eine Laststeigerung mit zwei Geschwindigkeitsstufen vorgenommen. Bei der kleinsten Laststufe (p = 2920 N/mm2) sind alle Öle tribologisch funktionsfähig, vergleichbar mit den obigen Bedingungen bei Raumtemperatur. Allerdings ist das Einlaufverhalten der Öle unterschiedlich, wodurch auch größere Differenzen im Verschleißverhalten zu beobachten sind. Bei weiterer Laststeigerung fallen nacheinander alle unlegierten Öle und bei höherer Geschwindigkeit schließlich auch das legierte Mineralöl sowie das Bioöl aus. Alle Versuche überstanden haben das legierte Synthetiköl und das legierte biologisch abbaubare Öl.
Für die Berechnung der Schmierfilmdicken muss das konkrete V-T-Verhalten der ausgewählten Öle verwendet werden. Die sich einstellenden Schmierfilmdicken sind erwartungsgemäß dem V-T-Verhalten und dem Scherverhalten der Öle direkt proportional. Die experimentellen Untersuchungen bestätigen die Berechnungen tendenziell. Die sich eingestellten Schmierfilmdicken der Öle in den Gruppen der chemischen Herkunft sind gleich.
Insgesamt kann eingeschätzt werden, dass bei allen Untersuchungen ein spezifischer Einfluss der chemischen Herkunft der Öle nicht nachgewiesen werden konnte. Ausschlaggebend sind vor allem solche Eigenschaften wie das V-T-Verhalten / Viskositätsindex und die Additivierung. Allerdings ist die Erfassung und Berücksichtigung dieser Eigenschaften eines gewählten Öles im konkreten Anwendungsfall unerlässlich. Dies trifft insbesondere für solche Betriebstemperaturen zu, die von 40°C abweichen.
[1] Möller, U.J.; Nassar, J.:
Schmierstoffe im Betrieb. Springer Verlag 2002.
[2] www.maschinenbau.hs-magdeburg.de/personal/Winkelmann/labor_tribo.htm
[3] Rühle, F.: Wirkung verschiedener Schmierstoffkomponenten auf das
Reibungs- und Verschleißverhalten. 4. Nachwuchswissenschaftlerkonferenz des
Landes Sachsen-Anhalt Magdeburg 2003.
[4] Kuhn, E.; Winkelmann, U.: Gibt es Zusammenhänge zwischen Reibung und
Verschleiß? (Stellungnahme). Tribologie+Schmierungstechnik. 44. Jahrgang,
5/1997, S. 233-234.
[5] Wisniewski, M.: Elastohydrodynamische Schmierung.
Expert Verlag 2000.
[6] Hamrock, B.J.; Dowson, D.: elasto hydrodynamic lubrication of point
contacts. Trans.
ASME, J. Lub.
Tech., Bd. 98 F and 99 F.
Dipl.-Ing. (FH) Frank Rühle, Prof.Dr. U. Winkelmann
Hochschule
Magdeburg-Stendal
-university of applied sciences-
Fachbereich
Maschinenbau/Technische Betriebswirtschaft
Tel.: 0049 (0)
391-886 48 05
e-mail:
frank.ruehle@maschinenbau.hs-magdeburg.de
![]()
verantwortlich: F. Rühle; HS Magdeburg-Stendal (FH)